CONTEXTE DU PROJET
Le client, l'un des principaux fabricants mondiaux de machines d'automatisation, a trouvé RPWORLD pour fournir des prototypes qualifiés et des solutions à faible volume pour une commande mensuelle de 40 unités. Ils avaient une nouvelle machine d'outillage en phase de R&D, un composant clé, l'assemblage de la roue a échoué, ce qui a retardé l'ensemble du processus de développement du produit. Le client a donc contacté RPWORLD pour résoudre le problème de retard.

1. Comment sélectionner la solution de fabrication la plus adaptée aux besoins du client?
2. Comment obtenir un ajustement serré sur l'ensemble de turbine?
3. Comment faire pour que l'assemblage de la turbine fonctionne longtemps sous l'eau?
4. Comment garantir une qualité élevée et lancer le produit le plus tôt possible?

1. Répéter un test d'assemblage de turbine échoué
Pour trouver la cause première de la production du prototype, nous avons refait des prototypes avec le même processus de production et répétons un test d'assemblage de turbine échoué
● Fabriquer la roue avec un usinage CNC et la coller avec de la colle ordinaire, une colle spéciale, etc.
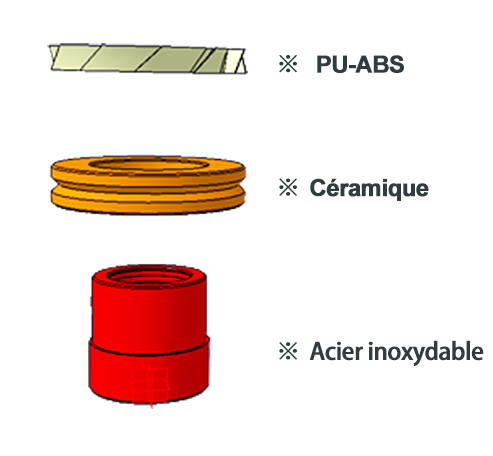
● Réaliser la roue avec usinage CNC, traitement de surface sur la partie métal et cermet pour les rendre rugueux, puis coller 3 pièces entre elles.
Après plusieurs tests, il s'est avéré que l'usinage CNC et le collage ne pouvaient pas répondre aux exigences d'assemblage.

2. Nouvel essai de processus de production
Compte tenu des essais et des erreurs de l'assemblage de la roue, RPWORLD a finalement décidé d'essayer le processus de coulée sous vide pour mener l'expérience.
● Créez un master avec un processus d'impression 3D.
● Fabriquez un cadre de moule, mélangez le matériau liquide et placez-le dans la machine à vide pour la première fois.
● Positionnez l'ensemble de turbine dans le cadre du moule et définissez l'emplacement de démoulage.
● Placer le prototype et le cadre du moule dans une machine à vide pour la coulée sous vide. La seconde évacuation consiste à éviter les imperfections du produit fini.
● Mettre au four pour un durcissement à température constante pendant 3-4 heures.
● Séparer le moule et enfin effectuer un post-traitement pour compléter l'échantillon.
L'échantillon a été envoyé au client pour une expérience sous-marine. Et on nous a dit que l'échantillon coulé sous vide avait passé un test de travail sous-marin de longue durée.
● Le temps de production a été réduit de 50%.
● Le coût de production n'était que de 20 à 30% de la solution d'outillage traditionnelle.
● Partenaire de développement de produits à long terme.
● Les clients ont apprécié le bon déroulement des tests de prototypes et ont économisé beaucoup de temps et d'argent en R&D.
● Toute la production, le post-traitement et le pré-assemblage ont été assurés par un seul fournisseur, RPWORLD, ce qui a considérablement réduit les risques du projet.
● Une communication étroite et une coordination professionnelle ont assuré une haute qualité et un calendrier de lancement.
En fin de compte, RPWORLD est devenu le fournisseur du système d'assemblage de la roue, la machine-outil a été vendue avec succès dans le monde entier. RPWORLD est également devenu un partenaire stratégique et à long terme avec le client.
