プロジェクトの背景
クライアントは世界のトップのオート化機械製造メーカーの一つであり、当該会社はRPWORLDを成立し、月40台のオーダーに合格な元型と小ロット生産に解決案を提供する。この会社に新規の工具マシンが研究開発段階にあり、一つの肝心な部品でインペラのアセンブリが失敗になった。それで製品の開発が延ばされた。

1.お客さんの要求に合わせる為にどうやって一番相応しい製造解決案を選ぶ?
2.インペラのアセンブリにどうやって緊密なフィットに達成させる?
3.どうやってインペラアセンブリの長時間の水上作業が達成させる?
4.どうやって高品質となるべく早い上場を確保する?
1.失敗したインペラアセンブリを試演テストする
元型生産の根本的な原因を検出する為に、我々は同じ工程で新しい元型を作りました。それに、失敗したインペラアセンブリを試演テストしました。
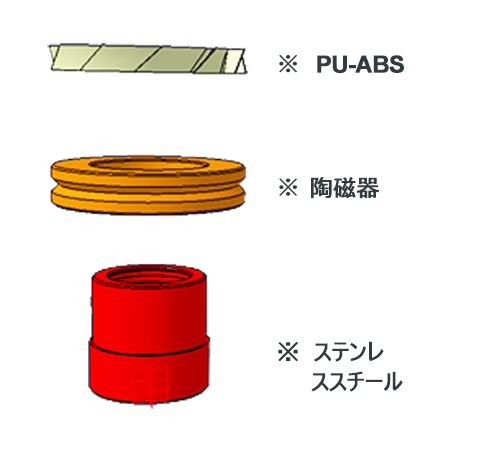
● CNC器械でインペラを作って、普通のグルー、特別なグルーなどで貼り付ける。
● CNC器械でインペラを作って、金属とサーメットに対して表面処理をして、粗くさせて、それで三つの部品を貼り付けます。
数回のテストをした後、CNC器械の加工と貼付はアセンブリの要求に合わないことが分かりました。

2.新生産プロセスのテスト
インペラアセンブリの試験により、RPWORLDは真空鋳造工程のテストを決めた。
●3Dプリントの技術を把握する。
●金型フレームを作り、液体の材料をミックスさせ、それで初めて真空マシンに入れる。
●インペラアセンブリを金型フレームに位置付け、型抜きの位置も設置する
●元型と金型フレームを真空機に入れて真空鋳造する。二回目の真空は製品の欠陥を避けるためである。
●炉に3-4時間保温する。
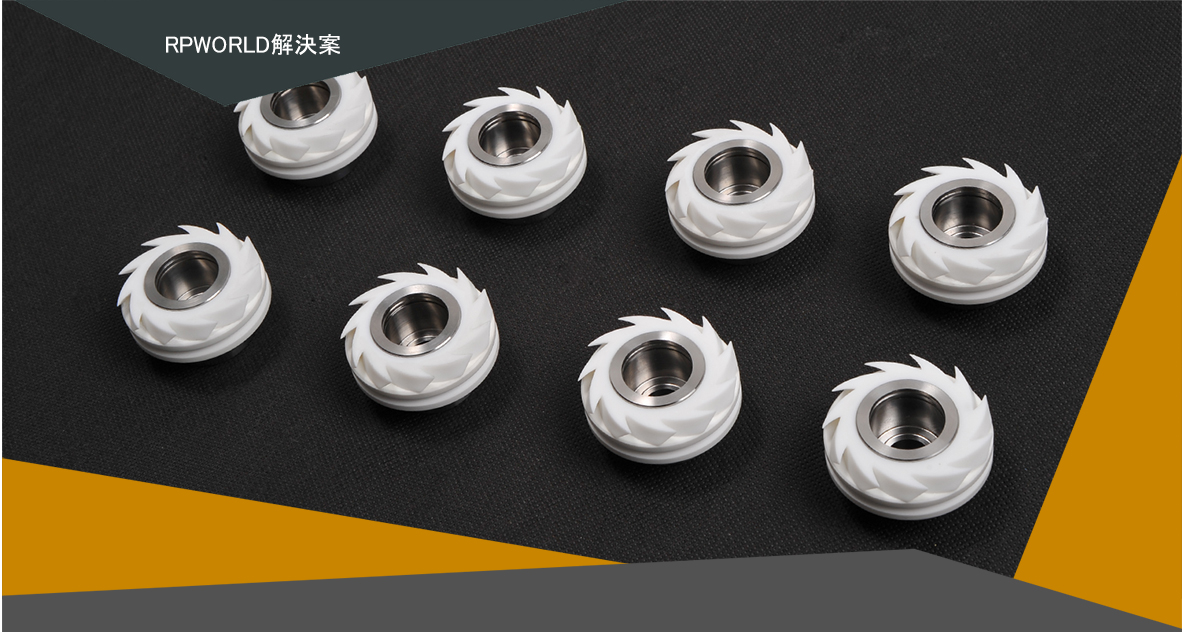
●金型から分離させ、後処理をしてからサンプルが完成になる。
サンプルはお客様に送られ、水中テストが行われた。それに、我々は長時間の水中テストが合格したと知らせられた。
●生産時間は50%減
●生産コストは伝統的な生産方法の20%~30%
●長期的な製品開発のパートナ
●クライアントは元型テストに気になり、R&Dに沢山の時間とコストが節約できる
●全部の生産、後処理とプレーアセンブリが一つのサプライヤーRPWORLDより提供される。これでプロジェクトのリスクが大幅に減少される。
●緊密な交流と専門な協力で高品質と実行スケジュールが確保できる。
結局、RPWORLDはインペラアセンブリのシステムサプライヤーになった。当該工具マシンは成功的に世界のあっちこっちに売れた。RPWORLDもお客さんの長期的な戦略合作パートナーになった。
